全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
1)工件锻造比比拟大,很容易形成应力的散布不均.因而,锻造后停止正火处置,粗加工后停止调质处置,以改善资料的切削性能.2)工序布置以台阶面和Φ110g6的外圆外表定位,装夹工件,到达了设计基准,工艺基准的统一。3)大端面对Φ35h6mm孔中心线有垂直度请求;外圆台阶面对Φ110g6mm外圆轴心线有垂直度请求;Φ110g6mm外圆与Φ35h6mm孔有同轴度请求;4×Φ10H6螺纹EQS与和3×Φ9mm孔和3×Φ13对110g6mm外圆轴心线有位置度请求,可在偏摆仪上用百分表检查同轴度及垂直度。深圳市恒佳精密设备有限公司是一家专业于从事旋转工作台及机电一体化设备的研发生产及销售为一体的厂家。
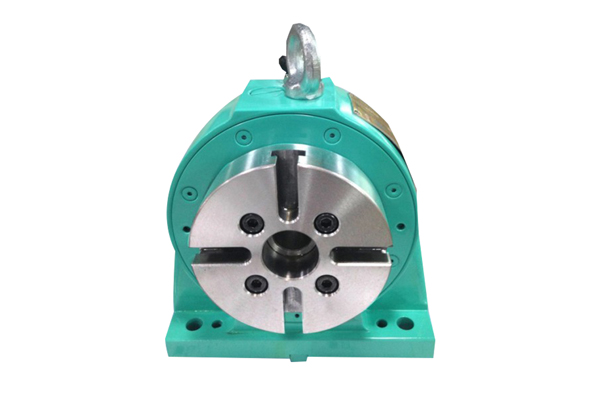
1、基本请求:既要使轴颈与小型分度盘均匀细密触摸,又要有必定的合作空隙。2、触摸角:是指轴颈与小型分度盘的触摸面所对的圆心角。 触摸角不行太大也不行太小。触摸角太小会使第四轴压强添加,严峻时会使分度盘产生较大的变形,加速磨损,缩短使用寿命;触摸角太大,会影响油膜的形成,得不到良好的液体光滑。3、触摸点:轴颈与分度盘外表的实践触摸情况,可用单位面积上的实践触摸点数来表明。触摸点愈多、愈细、愈均匀,表明分度盘刮研的愈好
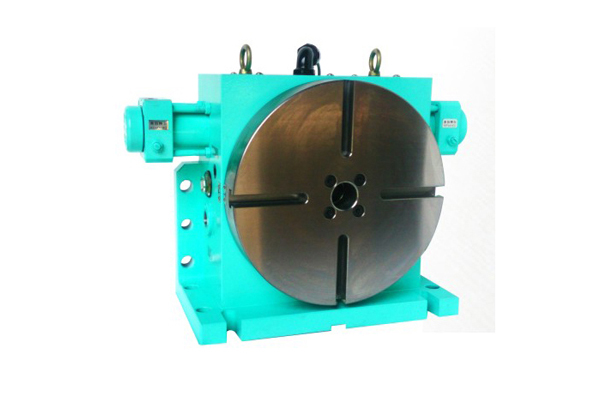
在中M10是指分度盘夹紧代码,M11指分度盘松开代码,在MDI模式下,输入相应的代码进行的夹紧和松开动作或在程序中加入相应代码,进行分度盘的夹紧和松开动作.当用程序旋转分度盘时,须在旋转指令的前一句加上M11(分度盘松开代码)使分度盘松开,分度盘才能转动..当在分度盘上锁紧工件时,建议在MDI模式下运行M10(分度盘夹紧代码)或将模式选择为快速移动模式、寸动模式.分度盘夹紧后,再来锁紧工件这样能有效的保护分度盘的分度精度,减小外力对蜗轮蜗杆的损坏,提高使用寿命.
1、基本要求:既要使轴颈与均匀细密接触,又要有一定的配合间隙。2、接触角:是指轴颈与的接触面所对的圆心角。 接触角不可太大也不可太小。接触角太小会使分度盘压强增加,严重时会使分度盘产生较大的变形,加速磨损,缩短使用寿命;接触角太大,会影响油膜的形成,得不到良好的液体润滑。3、接触点:轴颈与分度盘表面的实际接触情况,可用单位面积上的实际接触点数来表示。接触点愈多、愈细、愈均匀,表示分度盘刮研的愈好

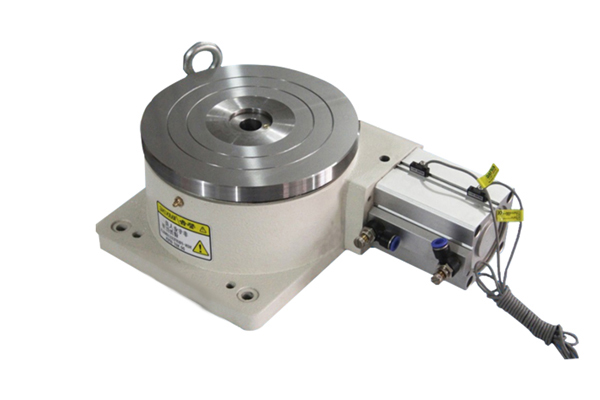
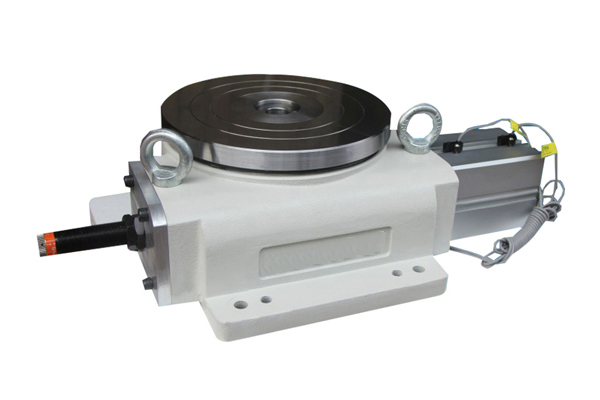
1.气压、油压、信号配合控制回路,整套即可使用,精度正负15秒。2.高速的精度。不会有误差。3.分度盘运动状态时,面依照工艺需求分割等份旋转,盘面无升降起伏变化。4.反应速度快,可与攻牙机、钻床、超声波、烫金丝印移印、数控加工或其它工作机配合控加工或其它工作机配合。5.其工作位调整简单,特殊分割可另行制造,分度盘旋转可根据工艺需要在360范围内,顺时针或逆时针方向依次转动。6.负载后惯性大时,亦无移位之现象。
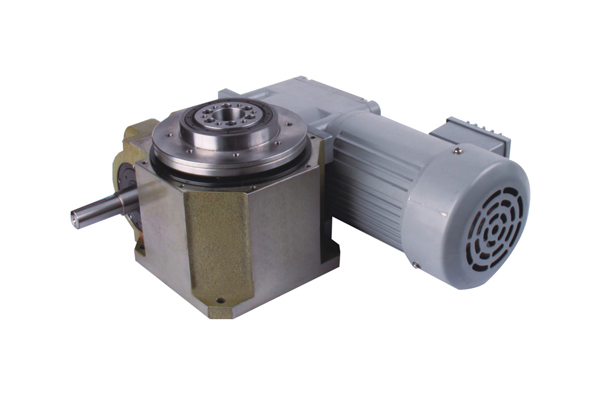
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。是分度盘中最常见的一种,主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用,那么数控分度盘的使用方法是什么呢。数控分度盘做为通用型机床附件,其结构主要由夹持部分、分度定位部分、半万能数控分度盘、传动部分组成。数控分度盘的工作原理是,经过输入轴上的共轭凸轮与输出轴上带有平均散布滚针轴承的分度盘无间隙垂直啮合,凸轮轮廓面的曲线段差遣分度盘上的滚针轴承带动分度盘转位,直线段使分度盘静止,并定位自锁。



