全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
A:使用电磁阀需知:松开 锁紧 使用 -2D2 电磁阀 CV 02 积程式止逆阀旋转 回位 使用-3C4 电磁阀 PCV 02W 积程式防逆阀B:程序写法:在程序写的时候 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种状况防止防止旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多原因},这样启动就不会有错位现象)作MANUAL 时,的程序应写成如下:1.松开,锁紧 本身就是2位电磁阀 (而且使用机械保持,所以无须烦写)2.旋转,回位写单步的完成动作
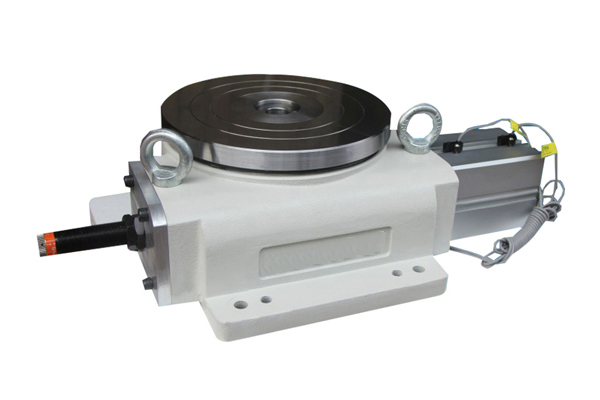
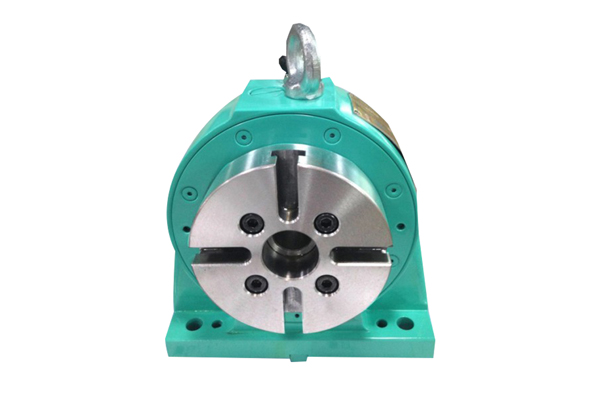
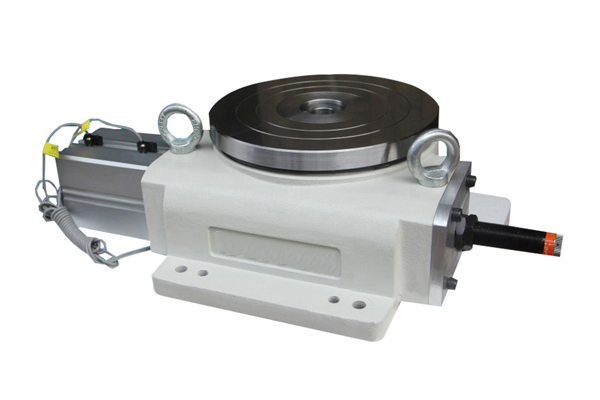
是用于旋转、分度和定位的机床附件,主要用于自动化设备中。那么在使用前需要做什么工作呢?1、在使用分多盘时首先要检查下是否已经添加了润滑油,在查看下润滑油的液位是不是到油镜的一半地方; 2、在检查下分度盘的驱动器部分,驱动器电源线以及电机动力线的位置是不是正确的,电压接口的安装有没有错误; 3、还要检查下光缆的安装口是不是正确的; 4、同时也要对线路进行检查,检查下线路是否接牢,还有电器柜线路是否有无包扎好电缆线; 5、检查下分度盘有没有其他固定的没有拆卸。

1、调速油压分度盘运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修油压分度盘时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
程序写法: 在程序写的时分 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种情况避免避免旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多缘由},这样启动就不会有错位现象)。作MANUAL 时,的程序应写成如下:1.松开,锁紧 自身就是2位电磁阀 (而且运用机械坚持,所以无须烦写)2.旋转,回位写单步的完成动作(也就是按一下按纽就能够完成其单步的完成)3.旋转,回位写成jog的动作(此动作避免在非正常的情况下e.g.三片离合齿错齿现象)

的作用是依照控制安装的信号或指令作回转分度或连续回转进给运动,以使数控机摩羹完成指定的加工工序。数控分度盘普通与数控铣床、立式加工中心配套,用于加T轴,套类工件。数控分度盘能够由独立的控制安装控制,也能够经过相应的接口由主机的数控安装控制。的工作原理是,经过输入轴上的共轭凸轮与输出轴上带有平均散布滚针轴承的分度盘无间隙垂直啮合,凸轮轮廓面的曲线段差遣分度盘上的滚针轴承带动分度盘转位,直线段使分度盘静止,并定位自锁。
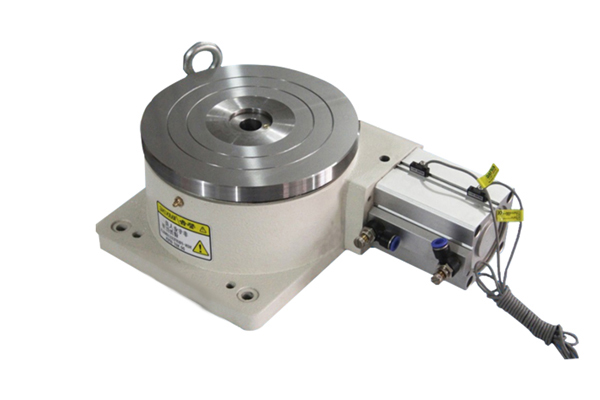
1.气压、油压、信号配合控制回路,整套即可使用,精度正负15秒。2.高速的精度。不会有误差。3.分度盘运动状态时,面依照工艺需求分割等份旋转,盘面无升降起伏变化。4.反应速度快,可与攻牙机、钻床、超声波、烫金丝印移印、数控加工或其它工作机配合控加工或其它工作机配合。5.其工作位调整简单,特殊分割可另行制造,分度盘旋转可根据工艺需要在360范围内,顺时针或逆时针方向依次转动。6.负载后惯性大时,亦无移位之现象。



