全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

分度时,事前要松开主轴锁紧手柄,分度完毕后再重新锁紧,但在加工螺旋面工件时,因工件过程中分度头主轴要旋转,所以不能锁紧主轴。要进场坚持它的清洁,运用前需将装置底面和主轴锥孔及铣床工作台擦拭洁净。寄存时,应将外露的金属外表涂油防锈。经常留意分度头各局部的光滑,并按阐明书上的规则,做到定期加油。在分度头上夹持工件时,最好先锁紧分度头主轴。紧固时不用力过猛过大,切忌用力敲打工件。分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均。
程序写法: 在程序写的时分 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种情况避免避免旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多缘由},这样启动多轴分度盘就不会有错位现象)。作MANUAL 时,多轴分度盘的程序应写成如下:1.松开,锁紧 自身就是2位电磁阀 (而且运用机械坚持,所以无须烦写)2.旋转,回位写单步的完成动作(也就是按一下按纽就能够完成其单步的完成)3.旋转,回位写成jog的动作(此动作避免在非正常的情况下e.g.三片离合齿错齿现象)

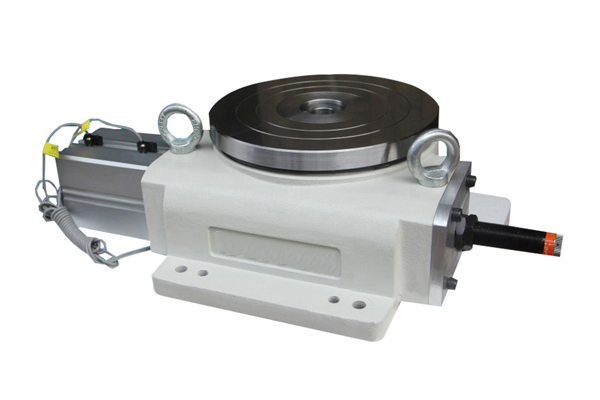
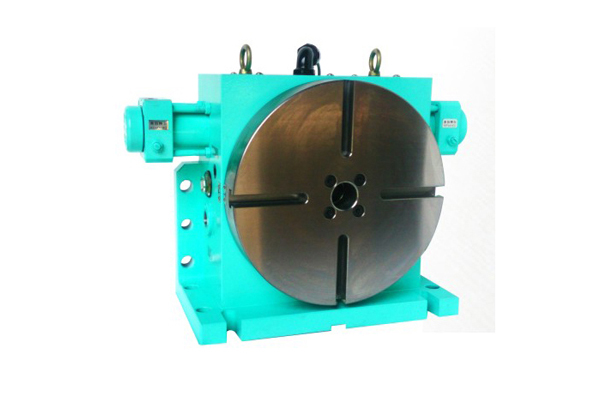
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。按其传动、分度形式可分为蜗杆副分度盘、度盘分度盘、孔盘分度盘、槽盘分度盘、端齿盘分度盘和其它分度盘(包括电感分度盘和光栅分度盘)。按其功能可分为万能分度盘、半万能分度盘、等分分度盘。按其结构形式又有立卧分度盘、可倾分度盘、悬梁分度盘。作为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。分度盘主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。
在上装夹工件时,最好锁紧分度头主轴,但在每次分度前,都要把刹紧主轴的手柄松开,分度完成后再把它紧定,以避免主轴在铣削过来中松动。分度时,摇柄上的定位插销应对正孔眼,渐渐地插入孔中,不能忽然放手让插销自动弹入中,否则,一朝一夕,孔眼四周会产生磨损,加大分度中的误差。内的蜗轮和蜗杆间应该有一定的啮合间隙。这个间隙坚持在0.02~0.04mm范围内。间隙过大影响分度精度,间隙过小则增加蜗杆与蜗轮之间的磨损。



