全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
1、基本请求:既要使轴颈与均匀细密触摸,又要有必定的合作空隙。2、触摸角:是指轴颈与的触摸面所对的圆心角。 触摸角不行太大也不行太小。触摸角太小会使第四轴压强添加,严峻时会使分度盘产生较大的变形,加速磨损,缩短使用寿命;触摸角太大,会影响油膜的形成,得不到良好的液体光滑。3、触摸点:轴颈与分度盘外表的实践触摸情况,可用单位面积上的实践触摸点数来表明。触摸点愈多、愈细、愈均匀,表明分度盘刮研的愈好

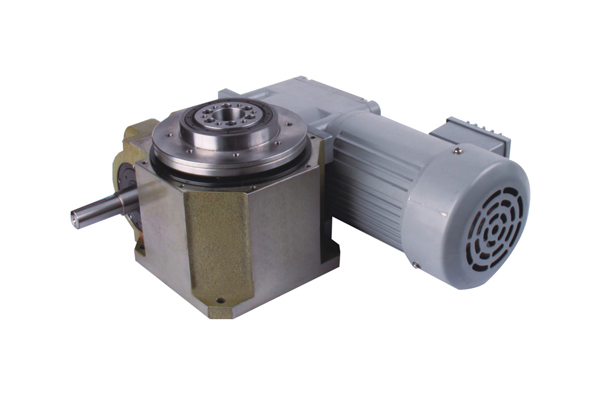
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。按其传动、分度形式可分为蜗杆副分度盘、度盘分度盘、孔盘分度盘、槽盘分度盘、端齿盘分度盘和其它分度盘(包括电感分度盘和光栅分度盘)。按其功能可分为万能分度盘、半万能分度盘、等分分度盘。按其结构形式又有立卧分度盘、可倾分度盘、悬梁分度盘。作为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。分度盘主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。
通常数控是以孔或槽定位。孔定位的,有直孔和锥孔两种形式:槽定位的数控分度盘有三种形式:一是槽的两面带有斜度,二是单面带斜度,三是槽的两面均无斜度。使用证明,用于直接精确分度时,以槽定位为最佳,尤其两面带斜度的更受欢迎,特点如下:1.槽口往一个方向磨偏时,中心位置平移,对等分没有影响。这种情况在磨削中最易出现。2.槽口磨偏情况左右对等时,中心位置亦不变,因此亦不影响等分误差。3.槽口单方向有偏差时,中心平移数值等于偏差数的1/2。

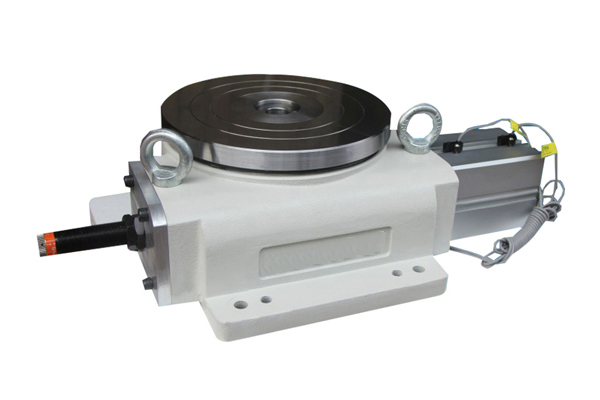
1.气压、油压、信号配合控制回路,整套即可使用,精度正负15秒。2.高速的精度。不会有误差。3.分度盘运动状态时,面依照工艺需求分割等份旋转,盘面无升降起伏变化。4.反应速度快,可与攻牙机、钻床、超声波、烫金丝印移印、数控加工或其它工作机配合控加工或其它工作机配合。5.其工作位调整简单,特殊分割可另行制造,分度盘旋转可根据工艺需要在360范围内,顺时针或逆时针方向依次转动。6.负载后惯性大时,亦无移位之现象。
油压分度盘分度时,事前要松开主轴锁紧手柄,分度完毕后再重新锁紧,但在加工螺旋面工件时,因工件过程中分度头主轴要旋转,所以不能锁紧主轴。要进场坚持它的清洁,运用前需将装置底面和主轴锥孔及铣床工作台擦拭洁净。寄存时,应将外露的金属外表涂油防锈。经常留意分度头各局部的光滑,并按阐明书上的规则,做到定期加油。在分度头上夹持工件时,最好先锁紧油压分度盘分度头主轴。紧固时不用力过猛过大,切忌用力敲打工件。分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均。

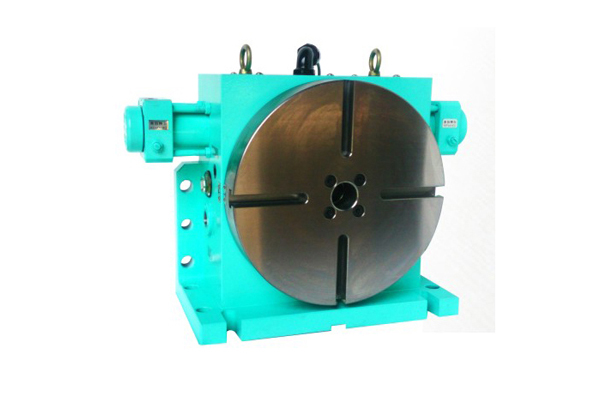
HV系列横立两用是铣床的主要附件之一,可用在铣床上进行分度钻孔或铣削、圆周切削、镗孔、锪平等工作。每个规格的工作台分别提供连接不同卡盘的法兰盘,作为特殊订货,并将法兰盘独立包装。1.采用高强度FC30铸铁制造2.适合铣床或其它特殊机械作分割切削使用3.新型的主轴锁固系统,较传统双边压板型,锁固更强,切削更稳固4.可做360度过转,把手回转一圈4度,最小刻度划10秒5.可做水平及垂直方向使用6.可做附加特别附件:蜂巢板及尾座7.减速比例1:90



