全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

1、调速分度盘运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修分度盘时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
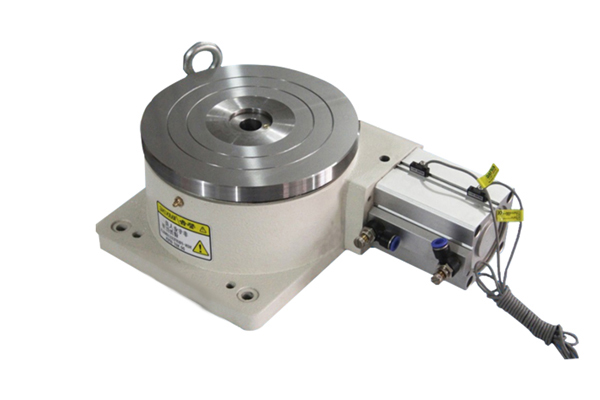
是数控分度盘输入轴上的共轭凸轮与输出轴上具有均匀分布的滚针轴承的垂直啮合。凸轮表面的曲线段带动分度盘上的滚针轴承开始分度盘转动,直线段使分度盘静止并定位自锁。数控分度盘的结构及工作原理,钢球定位分度盘机构的结构。它依靠高精度的基盘4和高精度钢球来提高分度机构的精度。在297.61238mm的底座筒体上设有120个8号钢球,无间隙,与同一端面接触。球外设置五圈压实。一个30度的斜面正对着球。压环压实时,钢球压在底座筒体和端面上。
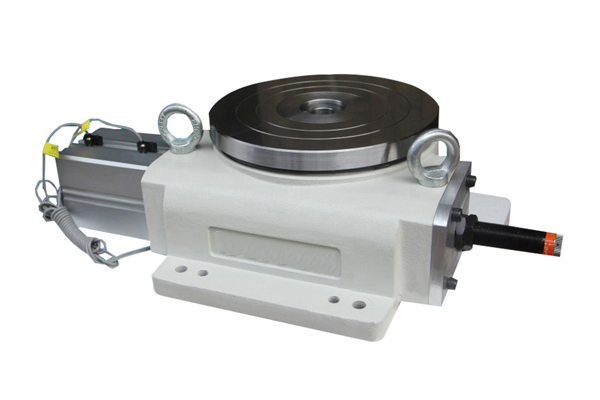
第四轴的作用就是根据控制系统所发射的信号或者发送的指令停止连续性的回转、进给运动或者是做回转分度的调整,然后使数控机床可以依照请求完成所要加工的程序。第四轴通常和的加工中心及数控铣床停止配套,能够作用在加T轴和套类的物品停止加工。第四轴能够经过独立的控制程序或安装来控制操作,当然也可以根据相关的接口经过主机的数系统或安装完成控制。在装置运用第四轴后,可以快速进步消费效率和加工物品的加工效果、质量。

在双端面磨床的工作过程中,由于刀具磨损、工件装夹等缘由,需对机床各轴的位置中止调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,进步有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前双端面磨床比较常用的调试功用有:(1)手动功用即点动、定长、手摇脉冲发作器进给功用;(2)回零、回机械原点功用;(3)实时速度倍率调整功用; (4)刀具半径磨损、刀长磨损补偿功用; (5)对平行度、找矩形中心线及中心点功用; (6)找圆心功用。 (7)自动对刀、换刀和刀具补偿功用等。

是将工件夹持在卡盘上或两顶之间,并使其旋转、分度和定位的机床附件。按其传动、分度形式可分为蜗杆副分度盘、度盘分度盘、孔盘分度盘、槽盘分度盘、端齿盘分度盘和其它分度盘(包括电感分度盘和光栅分度盘)。按其功能可分为万能分度盘、半万能分度盘、等分分度盘。按其结构形式又有立卧分度盘、可倾分度盘、悬梁分度盘。作为通用型机床附件其结构主要由夹持部分、分度定位部分、传动部分组成。分度盘主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。分度盘主要有通用分度头和光学分度头两类。



