全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。这种情况磨削易出现,分度盘槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数,通常磨加工槽口分度盘定位方法有两种:对于一般精度分度盘,采用一块槽数相等、精度相同并已加工好分度盘做定位,另一种就是对于精度要求较高分度盘加工,可使用光学分度头,亦可直接坐标铣床上加工。
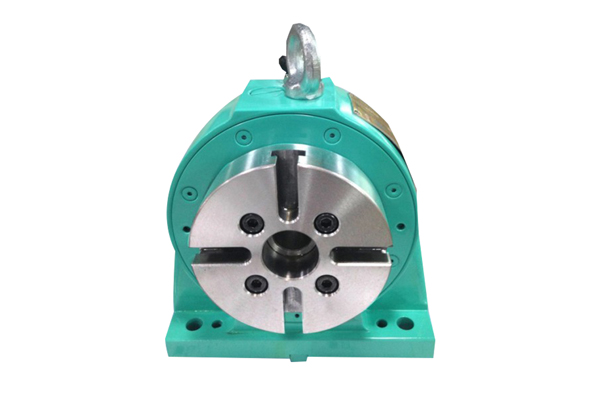
1)工件锻造比比拟大,很容易形成应力的散布不均.因而,锻造后停止正火处置,粗加工后停止调质处置,以改善资料的切削性能.2)工序布置以台阶面和Φ110g6的外圆外表定位,装夹工件,到达了设计基准,工艺基准的统一。3)大端面对Φ35h6mm孔中心线有垂直度请求;外圆台阶面对Φ110g6mm外圆轴心线有垂直度请求;Φ110g6mm外圆与Φ35h6mm孔有同轴度请求;4×Φ10H6螺纹EQS与和3×Φ9mm孔和3×Φ13对110g6mm外圆轴心线有位置度请求,可在偏摆仪上用百分表检查同轴度及垂直度。深圳市恒佳精密设备有限公司是一家专业于从事旋转工作台及机电一体化设备的研发生产及销售为一体的厂家。

1、调整主轴仰角时,切不可将基座上部靠近主轴前端的两个内六角螺钉松开,否则会使主轴位置的零位走动,并严禁运用锤子等物敲打。分度盘蜗杆和蜗轮的哧合间隙要调整得恰当,过紧易使蜗轮磨损,过松会使分度精度降落。2、经常留意各局部的光滑,并按阐明书上的规则,做到定期加油。在分度盘上夹持工件时,要先锁紧分度盘主轴,紧固时不用力过猛过大,切忌用力敲打工件,分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均,一旦过位则应将分度手柄返回半圈以上以消弭间隙,然后再按原来方向到规则位置渐渐插入定位销。

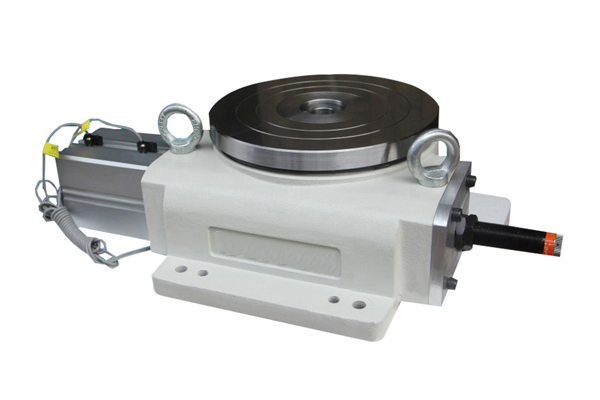
程序写法: 在程序写的时分 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种情况避免避免旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多缘由},这样启动油压HCT分度盘就不会有错位现象)。作MANUAL 时,油压HCT分度盘的程序应写成如下:1.松开,锁紧 自身就是2位电磁阀 (而且运用机械坚持,所以无须烦写)2.旋转,回位写单步的完成动作(也就是按一下按纽就能够完成其单步的完成)3.旋转,回位写成jog的动作(此动作避免在非正常的情况下e.g.三片离合齿错齿现象)



