全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
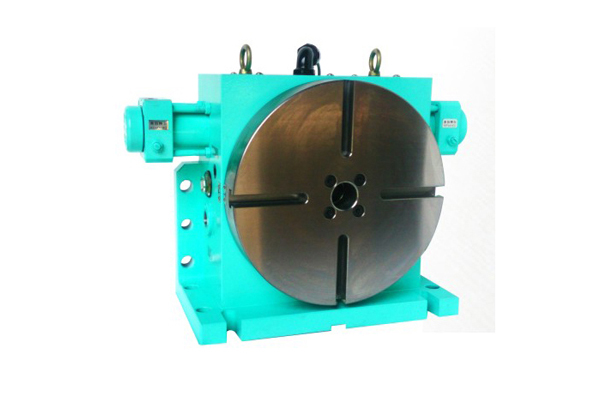
是铣床的其中一个重要附件,可以在铣床零件加工过程中进行的分度钻孔、铣削或是圆周切削的操作手法。将夹在卡盘上或两个零件的顶之间让其进行转动工作的机床零件,大多是用在自动化设备领域中。 铣床分度盘是铣床很多夹具中的一种夹具。对于分度盘,是需要进行加工轴类工件时,可以应用多功能的分度头对零件进行装夹。铣床分度盘在操作前应提前把按钮的选择操作杆完成定位后还需要把操作杆进行还原工作。若分度头不动则应该是在选择按钮操作时选择有误造成的。要返回到初始处重新进行操作。
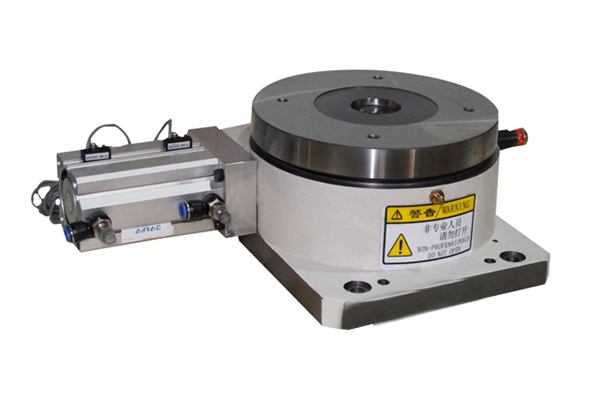
电力分度盘,电动分度盘产物特性:1.电力分度盘采无刷马达操控, 可替代传统的手动式、机械式分度盘。2.电动分度盘适用于铣床上主动铣多角、多钩、多孔、弧槽等加工。3.在钻床上协作主动钻孔,等分孔与非等孔加工。4.可协作主动化机械运用。数控分度盘,电动分度盘主要功用1、可立卧两用分度头。2、数控分度盘可做等份切割举措,祗要是整数等份皆可,如2、7.11.13.110等整数值皆可切割。3、可做自由视点设置:便是一个工件做非等份切割,则有40个视点可供设定,祗要是小数点以下2位的视点皆可依序设定
通常数控是以孔或槽定位。孔定位的,有直孔和锥孔两种形式:槽定位的数控分度盘有三种形式:一是槽的两面带有斜度,二是单面带斜度,三是槽的两面均无斜度。使用证明,用于直接精确分度时,以槽定位为最佳,尤其两面带斜度的更受欢迎,特点如下:1.槽口往一个方向磨偏时,中心位置平移,对等分没有影响。这种情况在磨削中最易出现。2.槽口磨偏情况左右对等时,中心位置亦不变,因此亦不影响等分误差。3.槽口单方向有偏差时,中心平移数值等于偏差数的1/2。

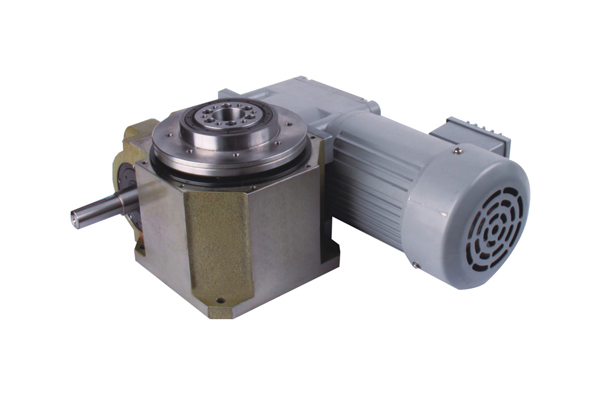
的作用就是根据控制系统所发射的信号或者发送的指令停止连续性的回转、进给运动或者是做回转分度的调整,然后使数控机床可以依照请求完成所要加工的程序。通常和立式的加工中心及数控铣床停止配套,能够作用在加T轴和套类的物品停止加工。第四轴能够经过独立的控制程序或安装来控制操作,当然也可以根据相关的接口经过主机的数系统或安装完成控制。在装置运用第四轴后,可以快速进步消费效率和加工物品的加工效果、质量。

在双端面磨床的工作过程中,由于刀具磨损、工件装夹等缘由,需对机床各轴的位置中止调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,进步有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前双端面磨床比较常用的调试功用有:(1)手动功用即点动、定长、手摇脉冲发作器进给功用;(2)回零、回机械原点功用;(3)实时速度倍率调整功用; (4)刀具半径磨损、刀长磨损补偿功用; (5)对平行度、找矩形中心线及中心点功用; (6)找圆心功用。 (7)自动对刀、换刀和刀具补偿功用等。

的作用是依照控制安装的信号或指令作回转分度或连续回转进给运动,以使数控机摩羹完成指定的加工工序。数控分度盘普通与数控铣床、立式加工中心配套,用于加T轴,套类工件。数控分度盘能够由独立的控制安装控制,也能够经过相应的接口由主机的数控安装控制。的工作原理是,经过输入轴上的共轭凸轮与输出轴上带有平均散布滚针轴承的分度盘无间隙垂直啮合,凸轮轮廓面的曲线段差遣分度盘上的滚针轴承带动分度盘转位,直线段使分度盘静止,并定位自锁。



