全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
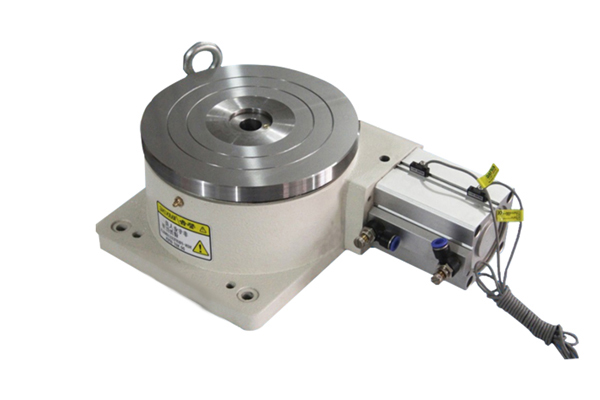
是铣床的其中一个重要附件,可以在铣床零件加工过程中进行的分度钻孔、铣削或是圆周切削的操作手法。将夹在卡盘上或两个零件的顶之间让其进行转动工作的机床零件,大多是用在自动化设备领域中。 铣床分度盘是铣床很多夹具中的一种夹具。对于分度盘,是需要进行加工轴类工件时,可以应用多功能的分度头对零件进行装夹。铣床分度盘在操作前应提前把按钮的选择操作杆完成定位后还需要把操作杆进行还原工作。若分度头不动则应该是在选择按钮操作时选择有误造成的。要返回到初始处重新进行操作。
通常数控液压分度盘是以孔或槽定位。孔定位的液压分度盘,有直孔和锥孔两种形式:槽定位的数控分度盘有三种形式:一是槽的两面带有斜度,二是单面带斜度,三是槽的两面均无斜度。使用证明,用于直接精确分度时,以槽定位为最佳,尤其两面带斜度的更受欢迎,特点如下:1.槽口往一个方向磨偏时,中心位置平移,对等分没有影响。这种情况在磨削中最易出现。2.槽口磨偏情况左右对等时,中心位置亦不变,因此亦不影响等分误差。3.槽口单方向有偏差时,中心平移数值等于偏差数的1/2。

常被运用在机械剪切的行业中,了解设施的操作时作业人员应具有的。但是设备终究会在运行过程中发生突发情况,而导致分度盘在正常的作业中,忽然停止作业到底是什么原因呢?的电量不足:这是需要及时更换电压表。线圈与骨架之间的缝隙过大或是过小。分度盘的控制器保险丝烧断:让分度盘停止作业,并更换新的保险丝。设施的电源接错或是电源被作业人员直接裁断:需要将分度盘的全部关闭,并进行重新接电源。线圈烧断:更换新的线圈。

1)工件锻造比比拟大,很容易形成应力的散布不均.因而,锻造后停止正火处置,粗加工后停止调质处置,以改善资料的切削性能.2)工序布置以台阶面和Φ110g6的外圆外表定位,装夹工件,到达了设计基准,工艺基准的统一。3)大端面对Φ35h6mm孔中心线有垂直度请求;外圆台阶面对Φ110g6mm外圆轴心线有垂直度请求;Φ110g6mm外圆与Φ35h6mm孔有同轴度请求;4×Φ10H6螺纹EQS与和3×Φ9mm孔和3×Φ13对110g6mm外圆轴心线有位置度请求,可在偏摆仪上用百分表检查同轴度及垂直度。深圳市恒佳精密设备有限公司是一家专业于从事旋转工作台及机电一体化设备的研发生产及销售为一体的厂家。

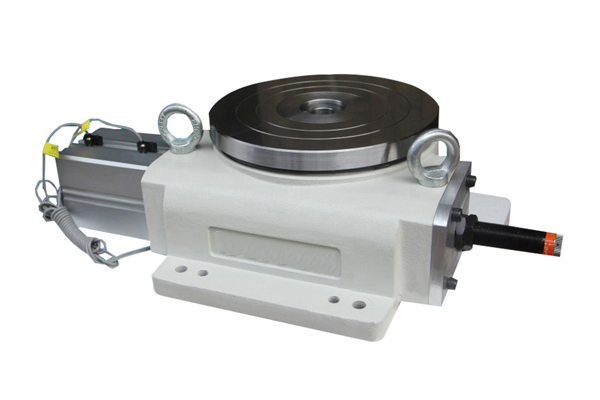
分度工作台主要由工作台、夹紧油缸及等零件组成,每个齿盘的端面均加工有相同数目的三角形齿,两个齿盘啮合时能自动确定周向和径向的相对位置.因此,端面齿加工水平的高低直接影响分度装置的精度,也最终对整机的加工精度产生相当大的影响.数控分度盘端面齿的加工极为关键和重要.数控分度盘端面齿能确保加工中心、CNC数控车床转塔刀架等多工序自动数控机床和其他分度设备的运行精度.对缓进给强力成形磨削而言

1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。



