全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

1.气压、油压、信号配合控制回路,整套即可使用,精度正负15秒。2.高速的精度。不会有误差。3.分度盘运动状态时,面依照工艺需求分割等份旋转,盘面无升降起伏变化。4.反应速度快,可与攻牙机、钻床、超声波、烫金丝印移印、数控加工或其它工作机配合控加工或其它工作机配合。5.其工作位调整简单,特殊分割可另行制造,分度盘旋转可根据工艺需要在360范围内,顺时针或逆时针方向依次转动。6.负载后惯性大时,亦无移位之现象。

1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
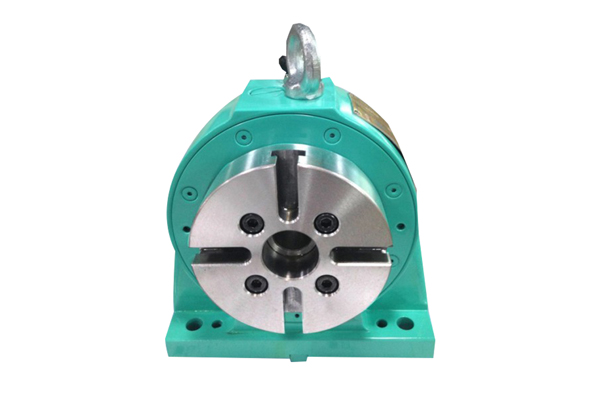
1.气压、油压、信号配合控制回路,整套即可使用,精度正负15秒。2.高速的精度。不会有误差。3.分度盘运动状态时,面依照工艺需求分割等份旋转,盘面无升降起伏变化。4.反应速度快,可与攻牙机、钻床、超声波、烫金丝印移印、数控加工或其它工作机配合控加工或其它工作机配合,形成自动生产、加工、组装。5.其工作位调整简单,特殊分割可另行制造,旋转可根据工艺需要在360范围内,顺时针或逆时针方向依次转动。6.负载后惯性大时,亦无移位之现象

精密气动分度盘分度时,事前要松开主轴锁紧手柄,分度完毕后再重新锁紧,但在加工螺旋面工件时,因工件过程中分度头主轴要旋转,所以不能锁紧主轴。要进场坚持它的清洁,运用前需将装置底面和主轴锥孔及铣床工作台擦拭洁净。寄存时,应将外露的金属外表涂油防锈。经常留意分度头各局部的光滑,并按阐明书上的规则,做到定期加油。在分度头上夹持工件时,最好先锁紧精密气动分度盘分度头主轴。紧固时不用力过猛过大,切忌用力敲打工件。分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均。



