全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303

的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。这种情况磨削易出现,分度盘槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数,通常磨加工槽口分度盘定位方法有两种:对于一般精度分度盘,采用一块槽数相等、精度相同并已加工好分度盘做定位,另一种就是对于精度要求较高分度盘加工,可使用光学分度头,亦可直接坐标铣床上加工。

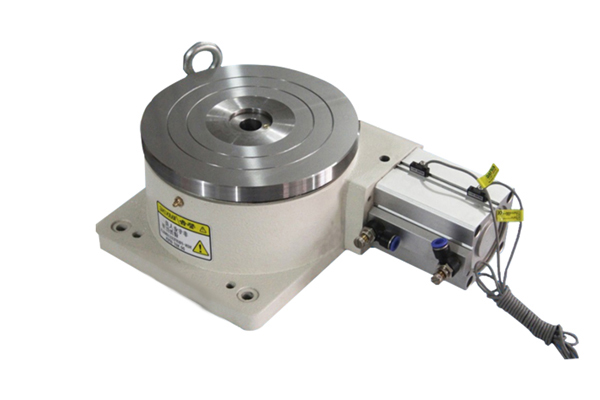
在中M10是指分度盘夹紧代码,M11指分度盘松开代码,在MDI模式下,输入相应的代码进行的夹紧和松开动作或在程序中加入相应代码,进行分度盘的夹紧和松开动作.当用程序旋转分度盘时,须在旋转指令的前一句加上M11(分度盘松开代码)使分度盘松开,分度盘才能转动..当在分度盘上锁紧工件时,建议在MDI模式下运行M10(分度盘夹紧代码)或将模式选择为快速移动模式、寸动模式.分度盘夹紧后,再来锁紧工件这样能有效的保护分度盘的分度精度,减小外力对蜗轮蜗杆的损坏,提高使用寿命.
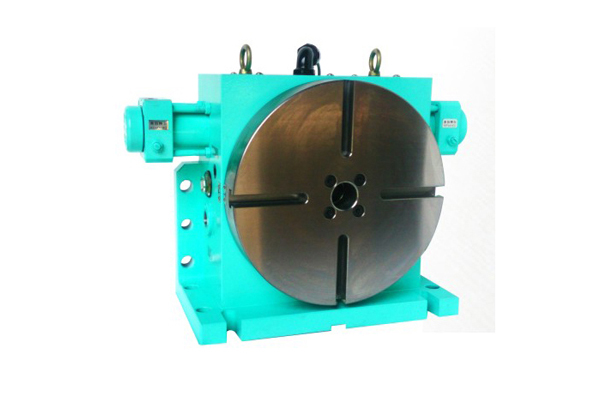
HV系列横立两用是铣床的主要附件之一,可用在铣床上进行分度钻孔或铣削、圆周切削、镗孔、锪平等工作。每个规格的工作台分别提供连接不同卡盘的法兰盘,作为特殊订货,并将法兰盘独立包装。1.采用高强度FC30铸铁制造2.适合铣床或其它特殊机械作分割切削使用3.新型的主轴锁固系统,较传统双边压板型,锁固更强,切削更稳固4.可做360度过转,把手回转一圈4度,最小刻度划10秒5.可做水平及垂直方向使用6.可做附加特别附件:蜂巢板及尾座7.减速比例1:90

高精度分度盘是铣床上常用的工具,需要正确的使用和维护,以保持它的分度精度,和延长它的使用寿命,下面为大家介绍一下在使用的时候需要注意什么事项吧。①经常擦洗干净,按照要求,定期注油润滑。分度头②在装卸和搬运时,要保护好主轴前后锥孔面和底平面,严防碰撞,并经常润滑,防止生锈或有杂物。③底部定位键的侧面是精度很高的定位面,注意不要损伤,否则会影响定位准确性。④高精度分度盘内的蜗轮和蜗杆间应该有一定的啮合间隙。这个间隙保持在0.02~0.04mm范围内。
通常数控是以孔或槽定位。孔定位的,有直孔和锥孔两种形式:槽定位的数控分度盘有三种形式:一是槽的两面带有斜度,二是单面带斜度,三是槽的两面均无斜度。使用证明,用于直接精确分度时,以槽定位为最佳,尤其两面带斜度的更受欢迎,特点如下:1.槽口往一个方向磨偏时,中心位置平移,对等分没有影响。这种情况在磨削中最易出现。2.槽口磨偏情况左右对等时,中心位置亦不变,因此亦不影响等分误差。3.槽口单方向有偏差时,中心平移数值等于偏差数的1/2。



