全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
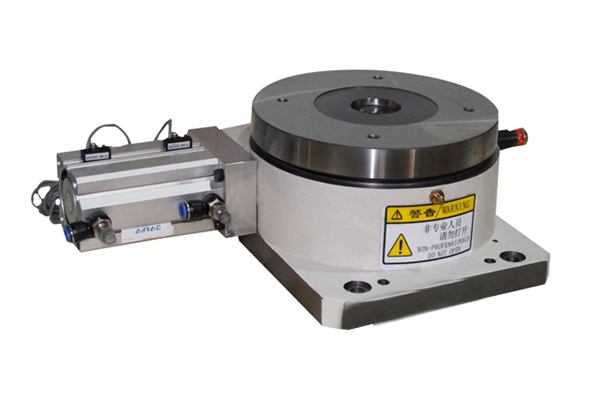
的分度头是立卧两用的,同时还可以进行等分切割作业,数控分度盘余数或是等数进行切割局可以。如:2、7、11、13、110等整数值都可以使用数控分度盘进行切割。还可以做自在的视点设置,是一个零部件做非等份的切割,因此会有40个视点作为设置的提供点,小数点之下的2位数的视点都可以作为顺序的设置。如:5.62°、11.03°、185.31°可以设置40组的数控分度盘视点。其数控分度盘会依次完成使用者的设定的1组---40组的视点之后,再次回到原点。
在双端面磨床的工作过程中,由于刀具磨损、工件装夹等缘由,需对机床各轴的位置中止调整,从而使机床的调试时间占有相当的比例。为了缩短机床调试时间,进步有效加工时间,提供一套良好的机床调试手段具有相当重要的意义。目前双端面磨床比较常用的调试功用有:(1)手动功用即点动、定长、手摇脉冲发作器进给功用;(2)回零、回机械原点功用;(3)实时速度倍率调整功用; (4)刀具半径磨损、刀长磨损补偿功用; (5)对平行度、找矩形中心线及中心点功用; (6)找圆心功用。 (7)自动对刀、换刀和刀具补偿功用等。

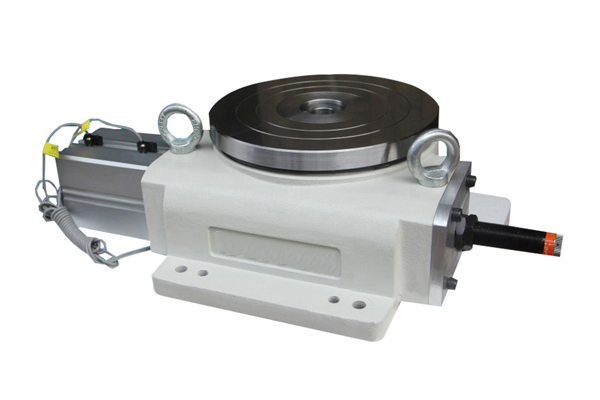
1、基本要求:既要使轴颈与大型分度盘均匀细密接触,又要有一定的配合间隙。2、接触角:是指轴颈与大型分度盘的接触面所对的圆心角。 接触角不可太大也不可太小。接触角太小会使分度盘压强增加,严重时会使分度盘产生较大的变形,加速磨损,缩短使用寿命;接触角太大,会影响油膜的形成,得不到良好的液体润滑。3、接触点:轴颈与分度盘表面的实际接触情况,可用单位面积上的实际接触点数来表示。接触点愈多、愈细、愈均匀,表示分度盘刮研的愈好

的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。这种情况磨削易出现,分度盘槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数,通常磨加工槽口分度盘定位方法有两种:对于一般精度分度盘,采用一块槽数相等、精度相同并已加工好分度盘做定位,另一种就是对于精度要求较高分度盘加工,可使用光学分度头,亦可直接坐标铣床上加工。
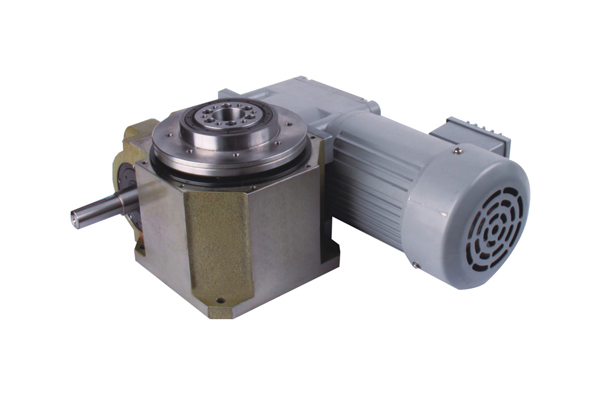
在元件加工的时候经常会用到,也是机床不可缺少的一个组成部分,这样一来,的安装就显得至关重要,分度盘安装主要的工序就是布线1、连接机床舱内的电机控制线和编码器线。2、安装伺服放大器,连接电源线,连接放大器电源,连接电机电源,连接信号传输光缆。3、连接所有线路,在连接完毕线路之后,将电线整理整齐美观。4、在布线之后,就可以为调试机床参数了,参数通常会附带在机床蓝皮书中,根据参数要求进行分度盘调整。



