全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。这种情况磨削易出现,分度盘槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数,通常磨加工槽口分度盘定位方法有两种:对于一般精度分度盘,采用一块槽数相等、精度相同并已加工好分度盘做定位,另一种就是对于精度要求较高分度盘加工,可使用光学分度头,亦可直接坐标铣床上加工。

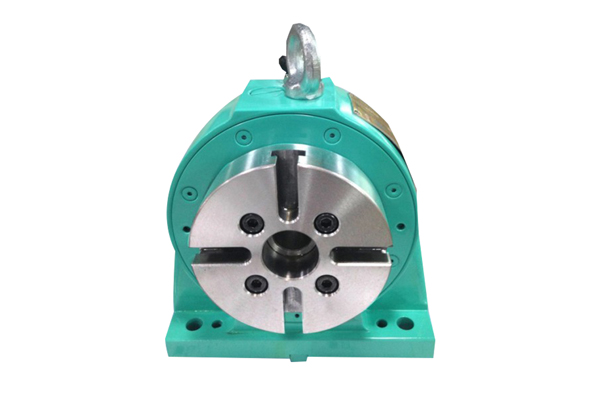
分度工作台主要由工作台、夹紧油缸及等零件组成,每个齿盘的端面均加工有相同数目的三角形齿,两个齿盘啮合时能自动确定周向和径向的相对位置.因此,端面齿加工水平的高低直接影响分度装置的精度,也最终对整机的加工精度产生相当大的影响.数控分度盘端面齿的加工极为关键和重要.数控分度盘端面齿能确保加工中心、CNC数控车床转塔刀架等多工序自动数控机床和其他分度设备的运行精度.对缓进给强力成形磨削而言

程序写法: 在程序写的时分 当油压单元开启后5sec 在锁紧,回位的状态 依次执行 回位,锁紧(此种情况避免避免旋转,回位的油缸在停机一段时间后,会有泄压现象{当然产生的有诸多缘由},这样启动就不会有错位现象)。作MANUAL 时,的程序应写成如下:1.松开,锁紧 自身就是2位电磁阀 (而且运用机械坚持,所以无须烦写)2.旋转,回位写单步的完成动作(也就是按一下按纽就能够完成其单步的完成)3.旋转,回位写成jog的动作(此动作避免在非正常的情况下e.g.三片离合齿错齿现象)

精密气动分度盘对第四轴加工中心,就是X、Y、Z轴再加上一个旋转轴A(精密气动分度盘厂家认为也可以是B轴或C轴,A、B和C轴的定义是分别对应绕X、Y和Z轴旋转的轴,一般这个第四轴是轴线绕X轴旋转的A轴或轴线绕Y轴旋转的B轴,这个要看实际机床上第四轴的安装位置形式而定的),而且这个第四轴不但可以独自运动而且还可以分别和其他一个轴或两个轴或这四个轴同时联动。有的机床它是有四个轴,但其只能单独运动,只作为分度轴,就是旋转到一个角度后停止并锁紧这个轴不参与切削加工,只作分度,只种只能叫做四轴三联动。

是用于旋转、分度和定位的机床附件,主要用于自动化设备中。那么在使用前需要做什么工作呢?1、在使用分多盘时首先要检查下是否已经添加了润滑油,在查看下润滑油的液位是不是到油镜的一半地方; 2、在检查下分度盘的驱动器部分,驱动器电源线以及电机动力线的位置是不是正确的,电压接口的安装有没有错误; 3、还要检查下光缆的安装口是不是正确的; 4、同时也要对线路进行检查,检查下线路是否接牢,还有电器柜线路是否有无包扎好电缆线; 5、检查下分度盘有没有其他固定的没有拆卸。

主要用于机械加工方面。只需数控系统发出指令,机械操作可准确到每个角度每个面每个动作。在中国台湾地域、日本、新加坡、韩国等地的数控设备配置率已达九成,已成为机械加工行业的标配,而在大陆数控设备的配置率只要三成,主要集中在珠三角及长三角沿江沿海地域,慢慢内陆城市一些加工单位也积极开端运用,市场前景宽广!机械加工分两类:数控机床、传统机床。深圳市恒佳精密设备有限公司是一家专业于从事旋转工作台及机电一体化设备的研发生产及销售为一体的厂家。



