全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
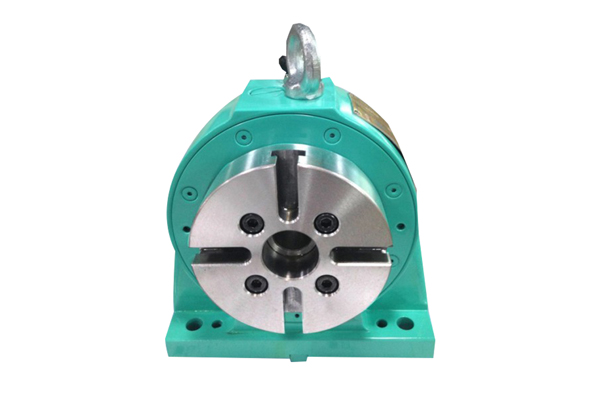
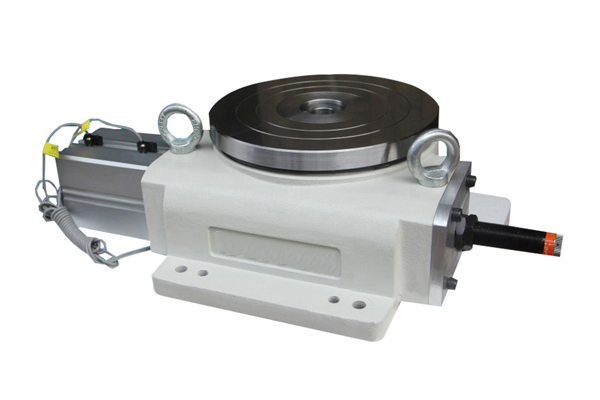
是将工件夹持在卡盘上或两顶尖间,并使其旋转、分度和定位的机床附件。是分度盘中最常见的一种,主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用,那么数控分度盘的使用方法是什么呢。数控分度盘做为通用型机床附件,其结构主要由夹持部分、分度定位部分、半万能数控分度盘、传动部分组成。数控分度盘的工作原理是,经过输入轴上的共轭凸轮与输出轴上带有平均散布滚针轴承的分度盘无间隙垂直啮合,凸轮轮廓面的曲线段差遣分度盘上的滚针轴承带动分度盘转位,直线段使分度盘静止,并定位自锁。

分度时,事前要松开主轴锁紧手柄,分度完毕后再重新锁紧,但在加工螺旋面工件时,因工件过程中分度头主轴要旋转,所以不能锁紧主轴。要进场坚持它的清洁,运用前需将装置底面和主轴锥孔及铣床工作台擦拭洁净。寄存时,应将外露的金属外表涂油防锈。经常留意分度头各局部的光滑,并按阐明书上的规则,做到定期加油。在分度头上夹持工件时,最好先锁紧分度头主轴。紧固时不用力过猛过大,切忌用力敲打工件。分度时,普通是沿顺时针方向摇,在摇动过程中,尽可能要匀速且平均。
1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
1、基本要求:既要使轴颈与小型分度盘均匀细密接触,又要有一定的配合间隙。2、接触角:是指轴颈与小型分度盘的接触面所对的圆心角。 接触角不可太大也不可太小。接触角太小会使分度盘压强增加,严重时会使分度盘产生较大的变形,加速磨损,缩短使用寿命;接触角太大,会影响油膜的形成,得不到良好的液体润滑。3、接触点:轴颈与分度盘表面的实际接触情况,可用单位面积上的实际接触点数来表示。接触点愈多、愈细、愈均匀,表示分度盘刮研的愈好



