全国招商热线

全国招商热线

联系人:雷先生
服务热线:13410498611(雷生)
咨询电话:13410498611(雷生)13554755853(岳小姐)
邮 箱:623111386@qq.com
地 址:深圳市宝安区福永街道凤凰社区兴业一路46号A栋303
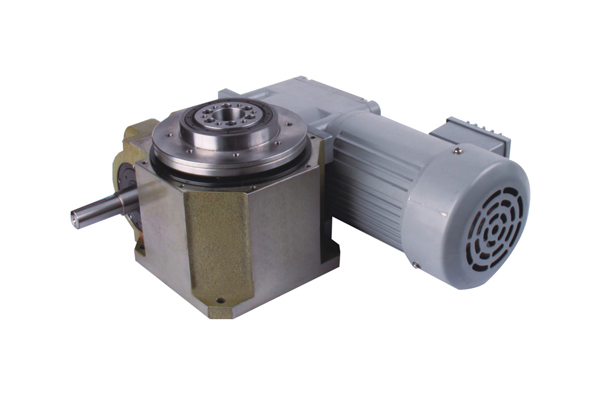
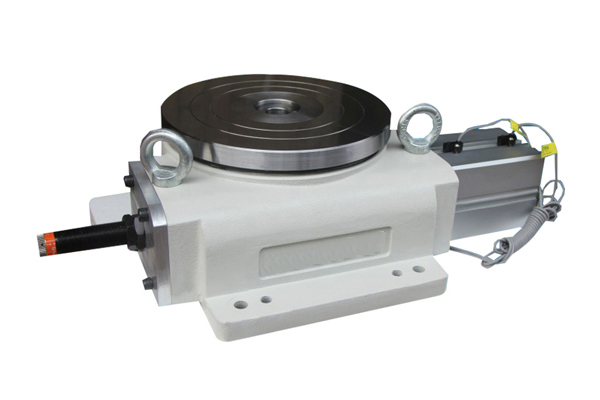
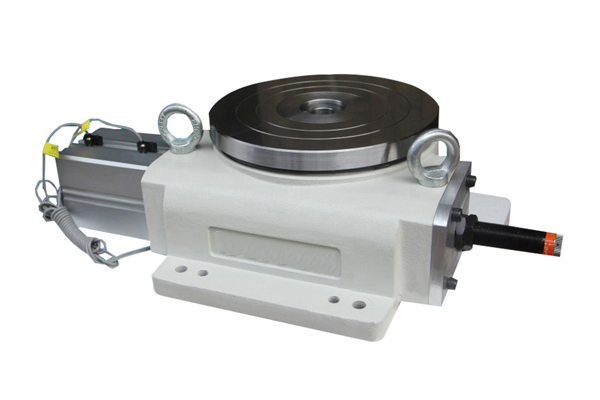
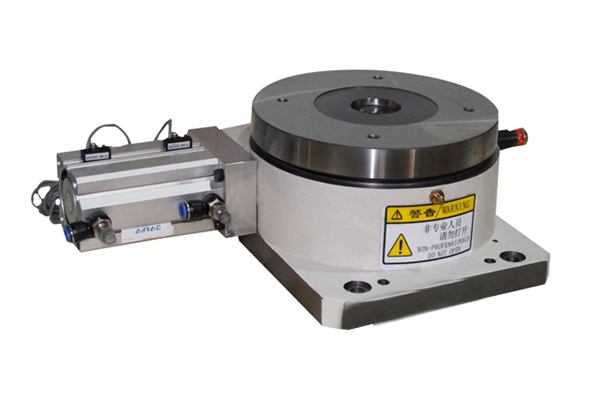
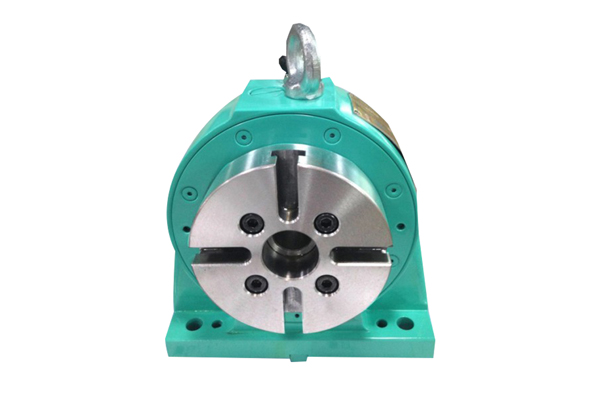
HV系列横立两用是铣床的主要附件之一,可用在铣床上进行分度钻孔或铣削、圆周切削、镗孔、锪平等工作。每个规格的工作台分别提供连接不同卡盘的法兰盘,作为特殊订货,并将法兰盘独立包装。1.采用高强度FC30铸铁制造2.适合铣床或其它特殊机械作分割切削使用3.新型的主轴锁固系统,较传统双边压板型,锁固更强,切削更稳固4.可做360度过转,把手回转一圈4度,最小刻度划10秒5.可做水平及垂直方向使用6.可做附加特别附件:蜂巢板及尾座7.减速比例1:90
1、调速运行时的周围温度要求为5——40℃(普通型)。2、每半年检查一次轴承润滑脂,对于磨损的轴承应更换。3、每次检修时,应校验一次空载电流转速曲线。不符合原始记录时,应查明原因并及时调整。4、检查换向器刷火情况。不正常的刷火,应及时处理;轻微的斑点和弧光熏黑的换向器表面,可用柔石或精细纱布打磨。5、要求每周检查一次电刷装置。要求刷压正常,换向器上刷压为0.03MPa,各刷压大小一致;集电环上的刷压为0.20MPa。
分度盘的磨削加工通常分度盘以孔或槽定位。孔定位分度盘,有直孔锥孔两种形式:槽定位分度盘有三种形式:一槽两面带有斜度,二单面带斜度,三槽两面均无斜度。这种情况磨削易出现,分度盘槽口磨偏情况左右对等时,心位置亦不变,因此亦不影响等分误差。 槽口单方向有偏差时,心平移数值等于偏差数,通常磨加工槽口分度盘定位方法有两种:对于一般精度分度盘,采用一块槽数相等、精度相同并已加工好分度盘做定位,另一种就是对于精度要求较高分度盘加工,可使用光学分度头,亦可直接坐标铣床上加工。
在中M10是指分度盘夹紧代码,M11指分度盘松开代码,在MDI模式下,输入相应的代码进行的夹紧和松开动作或在程序中加入相应代码,进行分度盘的夹紧和松开动作.当用程序旋转分度盘时,须在旋转指令的前一句加上M11(分度盘松开代码)使分度盘松开,分度盘才能转动..当在分度盘上锁紧工件时,建议在MDI模式下运行M10(分度盘夹紧代码)或将模式选择为快速移动模式、寸动模式.分度盘夹紧后,再来锁紧工件这样能有效的保护分度盘的分度精度,减小外力对蜗轮蜗杆的损坏,提高使用寿命.

在通过机床进行加工生产期间可以安装使用来完成相关操作,这种装置可以更好的满足现代加工行业的安装使用需求,而且装置的功能很齐全,在通过进行产品生产加工时可以缩短加工步骤,也可以提升产品的制作质量,还可以连续完成多种加工过程,所以装置不仅可以提升生产效率,应用也很便捷,在使用期间不需要复杂的流程就可以达到应用需求。很多加工生产行业在进行生产期间很容易出现废件,废件的产生容易影响到产品的生产量。
其实与第四轴的功能基本是一样的,就是用来分度;只不过第四轴是分为四轴联动的,分为三轴半联动的,就是三轴半联动,而且能用外部数控合来控制。第四轴的作用就是依据控制系统所发射的信号或者发送的指令进行连续性的回转、进给运动或者是做回转分度的调整,然后使数控机床能够按照要求完成所要加工的程序,第四轴通常和立式的加工中心及数控铣床进行配套,可以作用在加T轴和套类的物品进行加工。第四轴可以通过独立的控制程序或装置来控制操作



